As a manufacturer and supplier of intelligent sensor technologies, SICK enhances quality control through no-contact, high-speed sensors that offer automated process solutions to different and varied customer requirements in the food and beverage industries. By complying to Australia and New Zealand standards, SICK products and custom systems not only enable local manufacturers to improve overall equipment effectiveness (OEE), our expert consultation support local business to implement Industry 4.0 based on available infrastructure and resources.
SICK sensor solutions enable a high level of automation by measuring key and multiple parameters on the production line(s) to minimise any chance of human error or machine downtime. For the production process to run smoothly across all the stages, SICK’s automated solutions boost performance in quality control even with challenging product packaging or restricted installation space. Quality control is an integral part of food processing, which entails product detection, measurement and control, and SICK provides customers with state-of-the-art hardware and software solutions for the best possible results and with minimum reliance on human labour.
Flexible and smart automation in quality control systems
As far as consumer trends go nowadays, quality control in products gains momentum and consumers focus more and more on what is inside the packaging and where it came from, both for their own protection and for the environment. This creates a complex and demanding process for people in the food and beverage industries because companies must take into consideration a combination of factors that have to do with the reliability and effectiveness of production.
These factors start with the product qualities and go as far as packaging and labelling, all while ensuring that the products maintain health and safety standards. SICK smart sensing technologies offer solutions to overcome these challenges through cost-effective sensors and digital software that do all these tasks while maximising overall equipment effectiveness (OEE) through granular data collection and analysis.
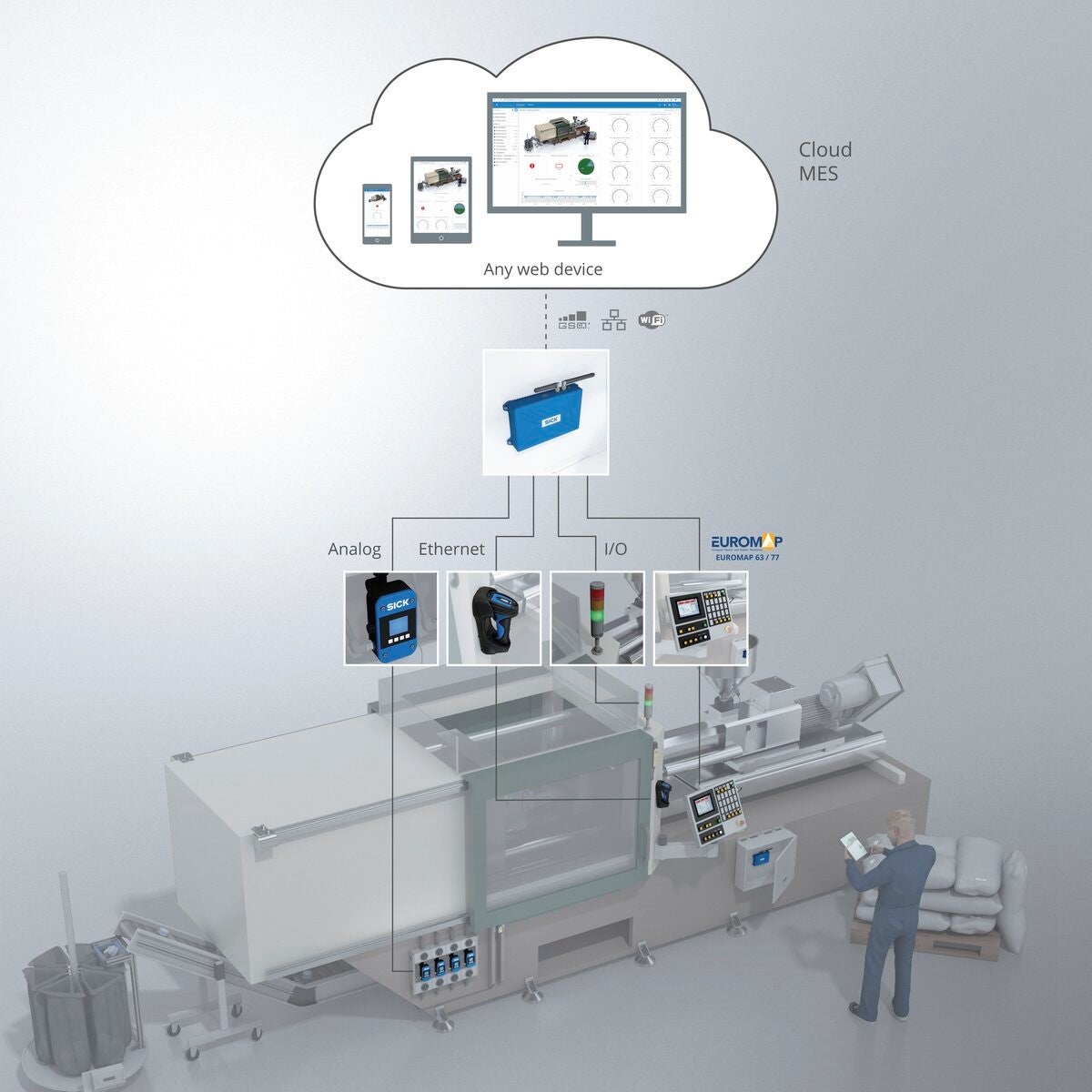
According to SICK Australia and New Zealand marketing manager Gina Mitchell, one significant contribution of SICK’s ecosystem solutions to the food and beverage industry is “to bring production and intralogistics together in harmony. Once considered two distinct disciplines, now these areas are growing ever closer together thanks to the advancement in automation and digitalisation. Making the material flow completely transparent, from the arrival of the materials to dispatch finished goods, every move of the material in the production line is tracked and traceable till the product it is made of is delivered to consumers.” This is something that translates to customer requirements being met when purchasing their products.
SICK’s Asset Monitoring System is a good example of how automation boosts plant operation. The Asset Monitoring System reads codes for effective data collection when it comes to equipment and product monitoring. This system enables better equipment management (both when it comes to updates and quality) through its easy-to-install technology (whether as a stand-alone or as part of an existing network), which is easily adaptable because its Lector6xx design makes it usable for all applications.
SICK sensors are designed to make installation and operation a joy rather than a burden, and their safety systems prevent tampering and management errors. Flexible automation with quality control systems such as SICK’s 2D and 3D smart vision cameras can help simplify complex and/or manual labouring processes, effectively collect the valuable product and operational data in order to guarantee top quality control.
Smart Sensor solutions for preventing errors in the food and beverage industries
Automation holds many benefits for the food and beverage industries, especially in detecting and measuring parameters with precision. SICK’s automated solutions hold advantages for customers because of what this precision means for their businesses. By a highly-skilled, none contact data collection from the RFID tags and readers that features damage-resistant technology, more and more farmers, growers and retailers see the benefits of implementing RFID technologies to keep their produces and stocks in check. A requirement for many food, dairy and beverage manufacturing sensors, IP69K stainless-steel level sensors are in use for washdown applications. SICK’s hygienic sensors with I-O Link connectivity ensures measurement and production runs harmoniously and effectively, which reduce downtime and recall costs for manufacturers.
More specifically, the IO link Smart Sensors allows for a smooth integration of the sensor technology into a machine’s control network while offering easy equipment handling and replacement, as well as high-speed measurement and general operation. Manual control of the equipment is reduced to a minimum and settings of Smart Sensor solutions are automatically reconfigured to prevent errors in setups.
Gina Mitchell comments on the capabilities of Smart Sensor solutions: “With Smart Sensor solutions powered by IO-Link, SICK relies on the latest sensor technologies and their integration into the IO-Link global communication standard. Special focus is also on the decentralisation of smart automation functionalities within a network since they have an immediate effect on the productivity of machines.
“Due to functionalities that were impossible to implement in the past, the intelligence and communication capability of the Smart Sensor Solutions open up new potentials for enhanced machine productivity. The possibility of adjusting sensors flexibly via the automation system is advantageous especially in the case of machines undergoing frequent changes of formats, compositions, or product variants.” Therefore, Smart Sensor automated technologies not only enhance the production process, but they are also flexible and adaptable to different formats and products, which becomes increasingly important to meet the demand of delivering customised products or lot-size one production.
The ability of SICK solutions to prevent recall costs is highly important for business operators. Not only do they benefit from a convenient technology that simplifies the whole process through a smooth integration, better management of data flow and more importantly gain meaningful insights from those collected data, manufacturers are also provided with the opportunity to reduce the possibility of defective products, thus preventing recall cost and enhancing production. In any case, based on Regulation EC 178/2002, traceability of products should be visible and clarified so that identification, analysis and recall can be done quickly and easily. SICK’s Inspection and Tracking system for collecting/storing data enables traceability and therefore assists the recall process in a cost-effective way.
All this is made possible through the highly automated process of SICK technologies that boost traceability and production through a smooth, integrated collaboration between machine and human. Gina Mitchell said: “Robots are reliable workers. But only with the correct work settings. SICK’s 2D/3D machine vision solutions together with various sensors for end-of-arm tooling and positioning can take care of this. Whether for permanently installed pick-and-place robots, packaging cobots, or automated palletising by robots, robotic solutions are an indispensable part of functioning process chains. Along with the increased efficiency, the intelligent sensors allow for the safe collaboration of human and machine here while maintaining a high degree of flexibility.” SICK solutions are an asset in the food and beverage industries because of this positive impact on how process chains work and what the end result is.
To see all of our available cutting-edge technology system solutions, please visit the URL that is included in the ‘Contact Details’ section of our website.






